
Yuchang Electronics dąży do tego, aby stać się dostawcą najwyższej klasy zintegrowanych usług w zakresie podłoży i materiałów półprzewodnikowych. Podstawową działalnością firmy jest dostarczanie klientom bardzo ekonomicznych materiałów eksploatacyjnych oraz rozwiązywanie problemów związanych z prasowaniem i nietypowymi zastosowaniami materiałowymi.
Zespół badawczo-rozwojowy Huanyuchang składa się z członków uniwersytetu, którzy koncentrują się na opracowywaniu wysokowydajnych materiałów kompozytowych FPC/PCB, prasowanych na gorąco.

Żywica poliestrowa, żywica polietylenowa, żywica poliestrowa
Dzięki zastosowaniu żywicy poliestrowej, żywicy polietylenowej i żywicy poliestrowej produkt ten charakteryzuje się doskonałą odpornością na ciepło, właściwościami amortyzującymi, właściwościami uwalniającymi, odpornością na klej i równomiernym skurczem.
Materiał amortyzujący został opracowany specjalnie dla produktów o dużej różnicy między wysokim i niskim poziomem, takich jak wielowarstwowe płyty miękkie, miękkie i twarde płyty łączące:
1. Odporność na wysoką temperaturę, temperatura użytkowania może osiągnąć 200 °C;
2. Efekt wypełnienia jest dobry;
3. Efekt uwalniania jest dobry, nie pozostawia pozostałości;
4. Po dociśnięciu, w warstwie buforowej nie pozostają żadne resztki kleju, co skutecznie chroni stalową płytę lustrzaną przed zanieczyszczeniami.
Operacja superpozycji jest prosta, co znacznie zmniejsza liczbę błędów popełnianych przez pracowników;
6, nie będąc już ograniczonym przez złożone i różnorodne materiały pomocnicze do prasowania, można zrealizować automatyczną produkcję laminowaną!








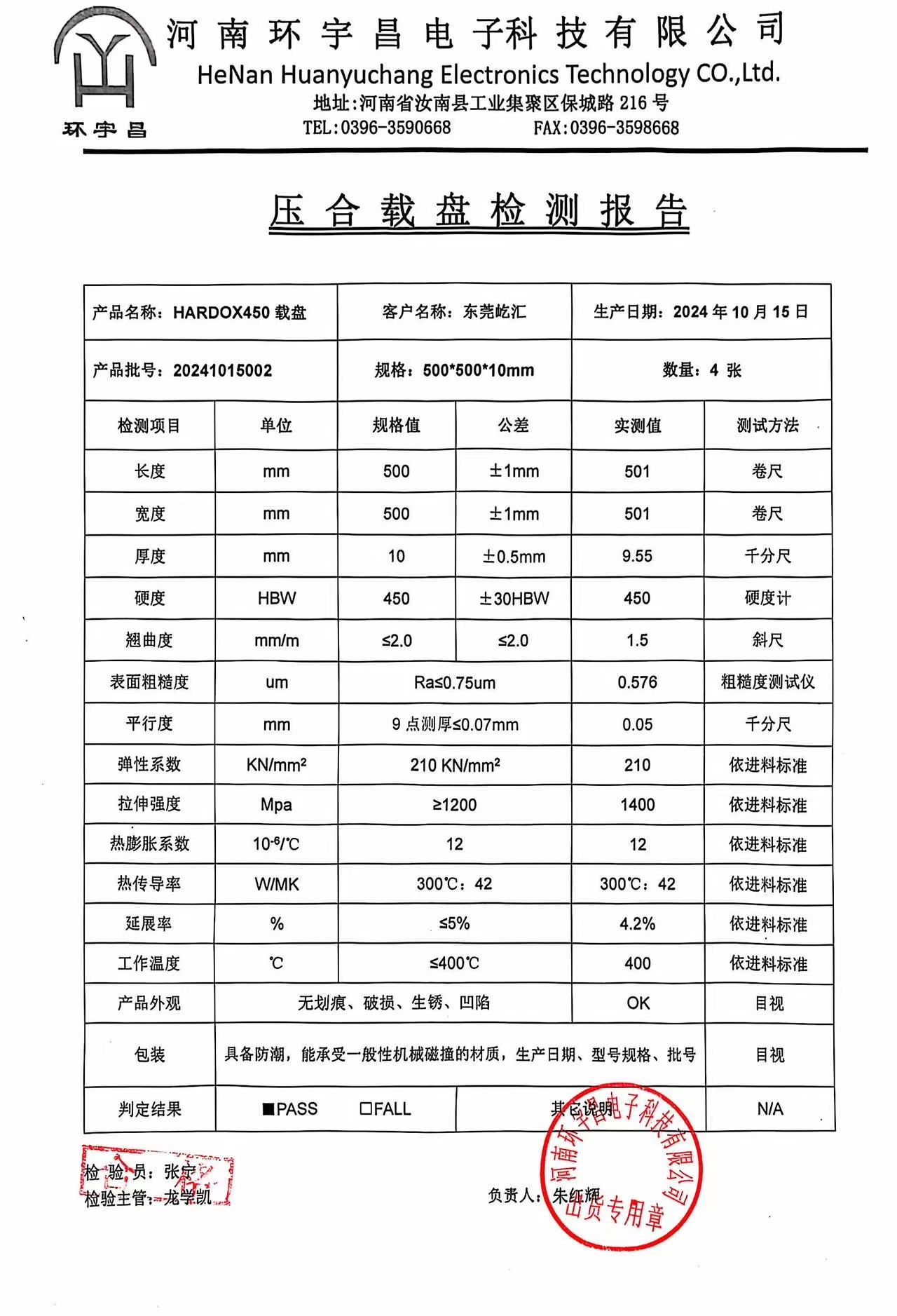
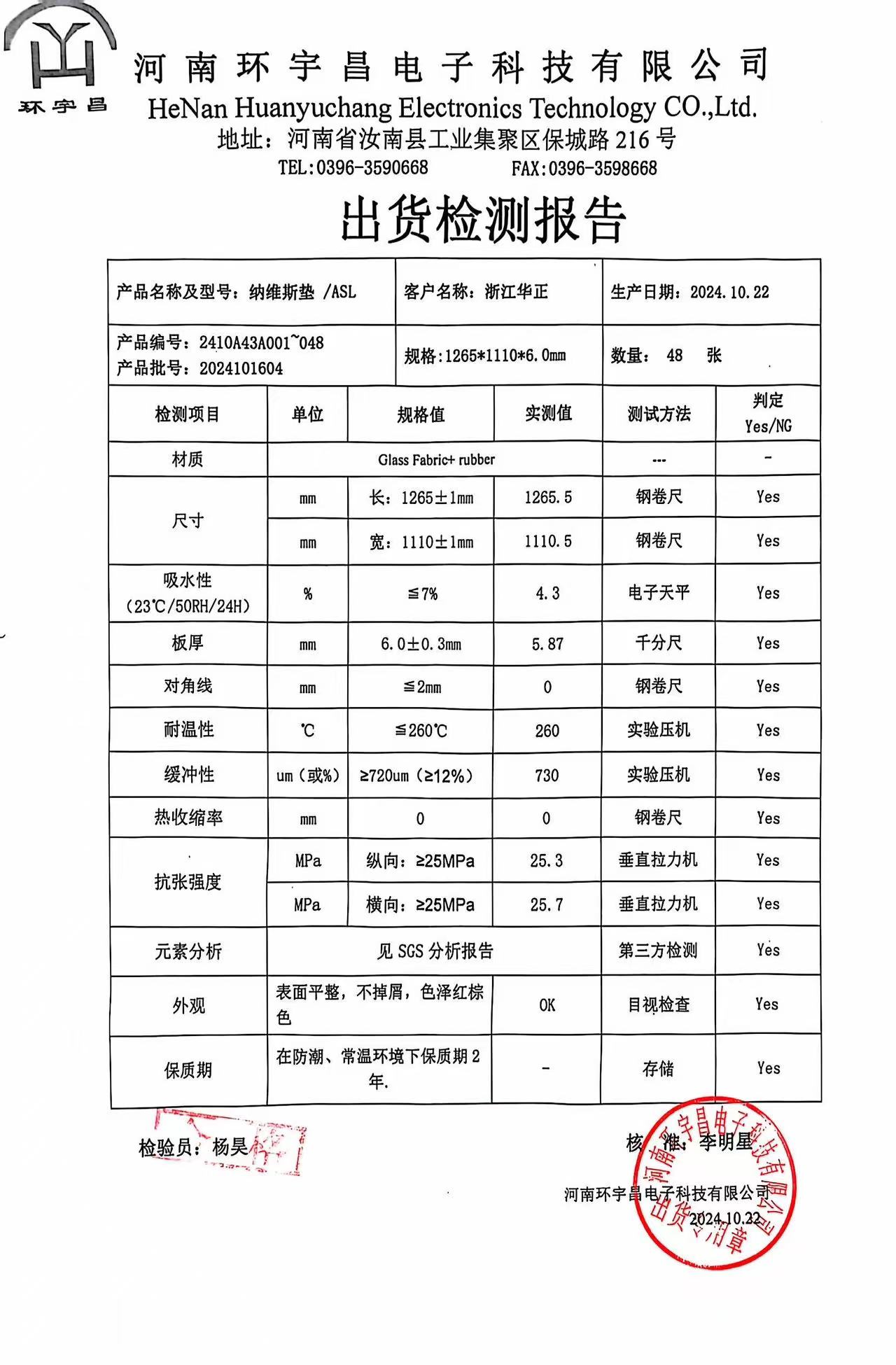
projekt | wartość liczbowa | Tolerancja | Uwagi | ||
wymiar | grubość | 190um | ±10% | miernik grubości | |
Długość | 500m | ±2m | Licznik metrów lub cięcie | ||
Szerokość | 270,520 mm | ±2mm | linijka | ||
temperatura topnienia | warstwa zewnętrzna | 210℃ | ±5℃ | Aparatura do pomiaru temperatury topnienia | |
warstwa wewnętrzna | 100℃ | ±5℃ | |||
wytrzymałość na rozciąganie | MD | 30MPa | ±5MPa | elektroniczna uniwersalna maszyna do testowania materiałów | |
TD | 20MPa | ±5MPa | |||
stabilność wymiarowa | MD | 2,10% | ≤4% | analizator | |
TD | 1,70% | ≤2,5% | |||
Gęstość | 1,05 g/cm3³ | 0,9-1,1 g/cm3³ |
| ||
Mglistość | 3,20% | ±0,5% | Miernik zamglenia przepuszczalności światła | ||
Połysk | 125% | ±10% | Miernik połysku | ||
Wytrzymałość dielektryczna | 65KV/mm | ±5KV/mm | Tester wytrzymałości dielektrycznej | ||
przedmiot testowy | Podstawa testu | uwaga | Testuj model pp | Pilne warunki |
Wartość oporu kleju | pomiar rzeczywisty | Korzystanie z NoFlowPP Przeprowadzono dwuwymiarowy pomiar optyczny nadmiaru PP po laminowaniu. | S1150GB,106,75%
EM285BL,106,58,75%
DS-7402 BS DF 60 1077 RC66%
VT-447 1067NF 68%
|
temperatura:195℃
czas:120 minut
ciśnienie:400PSI
|
siła uwalniająca | TM-650-2.4.9
| Pobieranie próbek 25 mm * 100 mm, test wytrzymałości na odrywanie przy prędkości 10 mm/min, obciążeniu 10 N, 180-stopniowy test odrywania. | ||
Skurcz produktu | TM-650-2.2.4
| Mierzy się zmianę wielkości dwuwymiarowego produktu pomiaru optycznego po sprasowaniu. | ||
stopień skażenia | pomiar rzeczywisty | Inspekcja CuCl |
1. Wartość oporu jest zasadniczo kontrolowana w zakresie 0,3 mm–0,35 mm.
2. Ze względu na różnice w sprzęcie i procesach stosowanych przez poszczególnych klientów, powyższe dane mają charakter wyłącznie poglądowy.
Model PP | specyfikacja(Min) | specyfikacja(Maksymalnie) | CPC | metoda pobierania próbek |
S1150GB,106,75%
| 0,3022 | 0,3513
| 3.601 | Każda partia próbek 25 szt. łączna rejestracja |
EM285BL,106,58,75%
| 0,2452 | 0,3231 | 2,978
| |
DS-7402 BS DF 60 1077 RC66% | 0,2832
| 0,3224 | 5.836
| |
VT-447 1067NF 68%
| 0,2354
| 0,3111 | 2.421 |


Numer seryjny | Wartość nominalna | Kilometry | Kilometry poniżej | Analiza wyników | |||||||
Wartość średnia | Wartość R | Na górnej stronie % | Niżej% | Odchylenie standardowe | P.P. | TO | CPC | ||||
MD | 460,32 | 0,138 | -0,138 | 460.335 | 0,078 | 38,2% | -18,4% | 0,0247 | 1.867 | 0,110 | 1.661 |
MD | 460,32 | 0,138 | -0,138 | 460.342 | 0,056 | 33,6% | -7,2% | 0,0131 | 3.511 | 0,156 | 2.963 |
TD | 320,98 | 0,096 | -0,096 | 320.997 | 0,101 | 79,1% | -26,4% | 0,0255 | 1.260 | 0,173 | 1,342 |
TD | 320,98 | 0,096 | -0,096 | 320.990 | 0,101 | 79,1% | -26,4% | 0,0315 | 1.019 | 0,107 | 1.867 |
Tolerancje wymiarowe prasowania są kontrolowane z dokładnością ± 3 %
Tolerancje wymiarowe prasowania są kontrolowane z dokładnością ± 3 %
Po naciśnięciu pobrano próbkę 5pnl (12', '*18', '), aby sprawdzić stopień zanieczyszczenia powierzchni miedzi Cucl.
numer identyfikacyjny produktu | przód(punkt) | odwrotna strona(punkt) |
1 | 2 | 0 |
2 | 0 | 1 |
3 | 2 | 1 |
4 | 1 | 0 |
5 | 0 | 0 |
Dla punktów niekorzystnych z 30-krotną analizą pod mikroskopem:
projekt | ilość(punkt) |
Skrawki papieru kraft | 5 |
Resztki kleju | 1 |
Włókna | 1 |
Można to zobaczyć w wynikach analizy. Brudne plamy na powierzchni miedzi pochodzą ze złego środowiska, a BH190 nie ma żadnych pozostałości.

Metoda testowa: Warunki testowe: Pobrano 5 próbek o wymiarach 25 mm × 100 mm, przymocowano je do urządzenia eksperymentalnego za pomocą taśmy dwustronnej, a następnie odklejono je z prędkością 10 mm/min za pomocą wałka o masie 2 kg, przesuwając je tam i z powrotem. Długość odklejenia mieściła się w zakresie 50 mm, a 10 mm przymocowane do mebli nie zostało uwzględnione. Zaobserwowano i zapisano minimalną siłę rozciągającą w procesie odklejania, a wyniki testu uśredniono w celu porównania.


wartość mierzona gf/25mm | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | wartość średnia |
Na bok | 32.1 | 33,8 | 31.9 | 32,8 | 32.3 | 31.2 | 33.1 | 32,8 | 31.9 | 31.8 | 32.4 |
Strona B | 32,8 | 31.7 | 33,8 | 32,9 | 32,6 | 33.6 | 33.1 | 32,9 | 31.9 | 32,0 | 32,7 |

1.cięcie
a. wielkość cięcia zgodna z wymaganiami klienta;
b. nie powodując widocznych zmarszczek na folii klejącej, aby zapobiec przenoszeniu się zmarszczek na powierzchnię płyty;
c. Folii blokującej nie należy mocować z innymi przedmiotami;
2. Płyta laminowana
A. Produkt powinien być całkowicie pokryty folią blokującą po laminowaniu płyty, a grubość folii blokującej powinna przekraczać 5 mm, aby zapobiec odklejeniu się płyty po zakończeniu operacji;
3. Kompresja
Umieszczając arkusz w prasie w celu prasowania, należy upewnić się, że folia oporowa jest całkowicie płaska, aby zapobiec marszczeniu się arkusza.
warunki pracy
Rodzaj maszyny | Temperatura | Ciśnienie | Czas podgrzewania | Czas formowania |
Szybkie naciśnięcia | 180-200℃ | 80-120 kgf/cm² | 10-20s | 80-120s
|
Kompresor próżniowy | 180-200℃ | 15-20 kgf/cm² | 10-20s | 80-160s
|
Maszyna do przesyłu ciśnienia | 180-200℃ | 25-70 kgf/cm² | W zależności od produktu | W zależności od produktu |
4. Rozdarty
Po zakończeniu prasowania i oderwaniu folii produkt należy przytrzymać jedną ręką, aby zapobiec jego pomarszczeniu, wynikającemu z różnej wytrzymałości każdej części na rozdarcie.
Warunki przechowywania: temperatura pokojowa, wnętrze, sucho, chronić przed korozją i bezpośrednim działaniem promieni słonecznych.
Okres przechowywania: 6 miesięcy
Niezanieczyszczający: Utrzymuj miejsce stosowania w czystości, aby uniknąć zanieczyszczenia produktu, w przeciwnym razie produkt nie będzie dostępny.
Jednorazowy: Produkt nie nadaje się do ponownego użycia po podgrzaniu i należy go od razu wyrzucić.